به روز رسانی تاریخ
1402/05/22

فرایند تولید پریفرم و تاثیر دما بر تولید پریفرم
بستهبندی یکی از حساسترین و در عین حال تعیینکنندهترین مراحل عرضه و مصرف کالا است. اهمیت آن تا به آنجاست که حتی کیقیت و محتوای بعضی از مواد را تحت تاثیر قرار میدهد و بسیاری از مصرفکنندگان، بخشی از کیفیت را به بستهبندی آن نسبت میدهند.
بطریPET یکی از پرکاربردترین انواع بستهبندی است که جهت بستهبندی طیف گستردهای از محصولات استفاده میشود. لذا ارتقای کیفیت بطریPET در کنار رشد روزافزون کاربردهای آن ضرورت دارد.
در این مقاله نکات مهمی که برای شروع فرایند تولید پریفرم بطری پت اهمیت دارد، ذکر میشود:
شروع یک فرایند جدید جهت تولید پریفرم بطری پتPET
در مقاله گذشته خواص فیزیکی و شمیایی موثر بر تولید پریفرم را بررسی نمودیم.
قبل از شروع فرایند موارد زیر را رعایت فرمایید:
یکسانبودن دمای پریفرمها قبل از وارد شدن به ماشین باد خیلی اهمیت دارد، زیرا تنظیمات فرایند با توجه به هر پریفرم تغییر میکند.
پریفرمها باید حداقل تا 24 ساعت بعد از تزریق نگهداری شوند. اگر پریفرمها در خارج از کارخانه نگهداری میشوند، آنها را به داخل کارخانه منتقل کرده و اجازه دهید که اختلاف دمای متحمل رفع شود. این زمان نگهداری به اختلاف دمای بین داخل و خارج کارخانه بستگی دارد. استفاده از پریفرم با دماهای مختلف، ممکن است باعث ماتشدگی (ابری)[Opalescence] و یا سفید شدگی (مرواریدی یا صدفیشدن) [Pearlescence] شود.
در گام نخست لامپها با توجه به تجربیات مربوط به پریفرمهای مشابه تنظیم میشود و نتیجه مورد بررسی قرار میگیرد.
تقریباً برای هر ماشین یا پریفرم میتوان یک شیب دمایی مناسب ایجاد کرد.
یک ماشین می تواند بین یک تا 24 آون و یک پریفرم نیز ممکن است ضخامتی بین 2 تا 5 میلیمتر داشته باشد.
همانطور که توضیح داده خواهد شد دمای لامپ 1 (و شاید لامپ2) میبایستی در بالاترین میزان باشد. توصیه میشود که دمای لامپها بالاتر از 95% نرود تا بتوان در جریان شروع کار بالا رفتن دما را کنترل کرد.
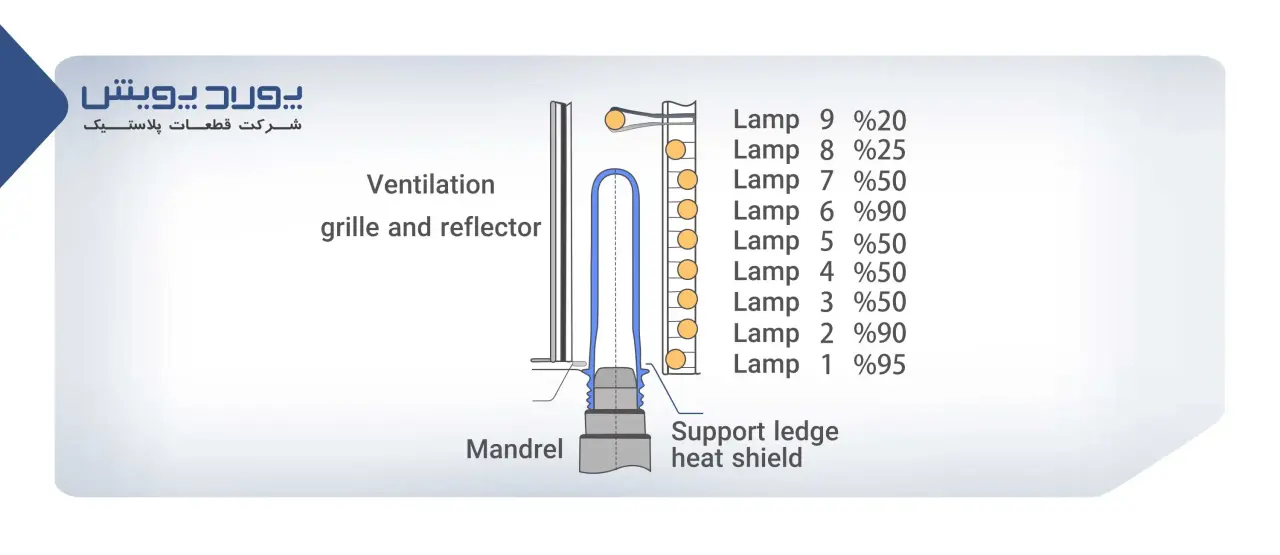
لامپهایی که نواحی مرکزی را در بر میگیرند، میبایستی دمای کمتری داشته باشند. زیرا در این نواحی از لامپهای بالا و پایین نیز حرارت میگیرند. اگر نرخ بازده لامپ و ضخامت دیواره اجازه دهد، به جای روشن بودن تمام لامپها میتوانید تعدادی از لامپها را در دمای بالاتر قرار داده و بعضی از آنها را خاموش کنید. کار کردن در دماهای پایینتر مزیت بیشتری دارد.
(برای مثال لامپهای 3-4-5 و 7 در شکل کاندید خاموش کردن هستند.)
زمانی که یک بطری دشوار برای باد کردن دارید، خلاقیت به خرج داده و با تجربه، آزمون و خطا تغییراتی را ایجاد کنید. این چالش میتواند از رابطه تابش لامپها روی یکدیگر آغاز شود. فقط تجربه به شما میگوید که کدام لامپ برای خاموش کردن مناسب خواهد بود.
در شروع فرایند، تهویه (خنککاری) [Cooling] روی مقدار متوسط تنظیم شود. بعد از گذشت مدت زمانی از شروع کار دستگاه و بادکردن تعدادی پریفرم، میتوانید مقدار دقیق مورد نیاز جهت فن خنککاری را تعیین کنید. برای ماشین باد، از زمان راهاندازی اولیه (شروع سرد) [Cold Start] تا تثبیت فرایند حدود 15 دقیقه طول میکشد.
فرایند باد کردن را با قرار دادن 6 تا 10 پریفرم شروع کرده و منتظر بمانید تا پریفرمها پخته و سپس باد شوند.
تنظیم لامپ در این مرحله باید از میزان پیشبینی شده در زمان تولید بالاتر باشد، زیرا در این شرایط هنوز سیستم سرد است.
این موضوع کمک میکند تا فشار هوا در این مرحله تا 20 بار کاهش یابد.
بطری ممکن است از انتها یا در طول بدنه دچار ترکیدگی شود. در این حالت احتمالاً پریفرم خیلی سرد و یا پایه گرم و بدنه سرد باشد. زمانی که دیواره پریفرم حرارت زیادی دیده باشد نیز ممکن است از این ناحیه دچار ترکیدگی شود. به این دلیل که سایر نواحی سرد است و نمیتواند کشیده شود. دانستن محل بین لامپ و دیواره بطری میتواند مفید باشد.
برای تنظیم دما و اجتناب از ترکیدگی بطری بعد از قرار دادن پریفرم داخل آون آن را مورد آزمون قرار دهید.
زمانی که پریفرم به دمای داده شده رسیده باشد، میبایستی دیواره های پریفرم با فشار انگشتان دست از داخل یکدیگر را لمس نمایند، و زمانی که رها شدند به موقعیت اولیهی خود بازگردند. اگر دیوارهها از داخل به یکدیگر چسبیدند، پریفرم خیلی داغ است.
از سنسور مادون قرمز برای خواندن دما به عنوان راهنما استفاده کنید. این دما باید 10 تا 25 درجه بالاتر از دمای واقعی پریفرم باشد.
هیچگاه ماشینی را که در حال دمادهی است، بدون پریفرم رها نکنید. مقره (مرغک) دستگاه میتواند به قدری داغ شود که باعث دفرمه شدن نک (Neck) پریفرم شود. این حالت میتواند در زمان راهاندازی یا سایر مواقعی که به هر دلیل دستگاه در حال حرارت دهی متوقف میشود، رخ دهد. در این شرایط گاهی پریفرمها به میله ی کشش (Stretch Rod) میچسبند و باعث میشوند که حرکت بسیار دشوار گردد. در بعضی از ماشینها تنظیمات دمشی خاصی برای تمیز کردن و جدا نمودن پریفرم از قالب بطری وجود دارد. پرتاپهای کوتاه هوا با فشار بالا معمولاً برای جداکردن پریفرم از میله کشش مناسب است. اعمال دمش به صورت دستی نیز میتواند نبودن این سیستم در بعضی از ماشینها را جبران کند.
یکی از فرایندهای معمول در جریان تولید بطری، کنترل ضخامت دیوارهی بطری توسط اپراتور و تنظیم لامپها مطابق آن میباشد.
زمانی که ضخامت دیواره به اندازهی کافی یکنواخت است، دماهای آون را کنترل کرده و بررسی کنید که آیا امکان کاهش دما به زیر 90 درجه سانتیگراد وجود دارد یا نه. این تنظیمات در مواردی که بطری با کیفیت بالا و یا نرخ با کشش بالا نیاز است، لازم است که با توجه به لامپ با دمای بالاتر و زمانی که تمام لامپها روشن باشد، انجام خواهد شد. اپراتور باید مشخص کند که آیا میتواند بدون اینکه با مشکل ظاهر مرواریدی (صدفیشدن) مواجه شود، دمای پریفرم را کاهش دهد یا خیر. پریفرم باید در پایینترین دمای ممکن باد شود تا بهترین بطری حاصل شود.
دمای فن خنککاری را تا رسیدن به ایراد ظاهر سفید شدگی مرواریدی (صدفیشدن) افزایش دهید. اگر دمای آن به 85 درجه سانتیگراد رسید و بطری هیچ نشانهای از سفیدشدگی مرواریدی (صدفیشدن) نشان نداد، در این حالت ضخامت دیواره مجدداً بررسی شود. ردیفی از لامپهایی که مسئول ایجاد دیوارههای نازکتر هستند، شناسایی شده و دمای آنها پیدرپی کاهش یابد و یا برخی از لامپها خاموش شوند.
اگر سفیدشدگی مرواریدی (صدفیشدن) مشاهده شود، اپراتور باید ضخامت دیواره را مجدداً بررسی کند. دمای خنککاری را کاهش یا دمای نواحی با ضخامت بیشتر را آهسته افزایش دهد. اگر سفیدشد گی مرواریدی (صدفی شدن) از بین رفت، میتواند بهترین تنظیم برای تولید یک بطری با کیفیت خوب از آن پریفرم خاص، محسوب شود.
تعادل بین تخلیه هوا و دمادهی پریفرم
در ماشینهای دومرحلهای حرارت لامپها در آون (Oven) نه تنها دمای پریفرم را افزایش میدهد بلکه باعث بالارفتن دمای محیط آون نیز میگردد. بنابراین در تمام این ماشینها فنهایی برای خارجکردن هوای گرم طراحی شدهاست.
در برخی از این ماشینآلات سرعت این فنها را نمیتوان تنظیم کرد و لامپها به تنهایی دمای آون را تعیین میکنند. زمانی که سرعت فن قابل تنظیم است، دمای آون میبایستی زیر دمای لازم برای دمش نگهداشته شود. دادن اعداد دقیق برای کنترل دمای آون خیلی مشکل است، زیرا ترموکوپلهایی که دمای آون را اندازهگیری میکنند، در قسمتهای مختلف آون قرار دارند و بنابریان اعداد مختلفی را نیز نشان میدهند.
از آنجایی که باید دمای داخل پریفرم از دمای خارج از آن بیشتر باشد (به این دلیل که داخل پریفرم بیشتر کشیده میشود) و هوای در گردش دمای خارجی پریفرم را بیشتر از داخل آن تحت تاثیر قرار میدهد، بنابراین اگر دمای آون پایینتر از دمای دمش نگهداشته شود، خارج پریفرم سردتر از داخل آن میشود.
زمانی که ایراد سفید شدگی مرواریدی (صدفیشدن) یا استرس سفید کننده (Pearlescence or Stress whitening) رخ میدهد، افزایش دمای لامپها و افزایش سرعت فن بهطور همزمان، ممکن است مفید واقع شود. باید به خاطر داشتهباشید که ایراد ظاهر مرواریدی (صدفیشدن) فقط در داخل بطری اتفاق میافتد.
به عنوان یک قاعده کلی پریفرم با دمای کار پایینتر، بطری با عملکرد بهتری تولید میکند. ایراد سفیدشدگی مرواریدی (صدفیشدن) مشخص میکند که چقدر میتوان دمای پریفرم را کاهش داد.
بنابراین دمای هوای آون را پایین نگهدارید و اجازه دهید که دمای کلی پریفرم و یا متوسط دمای داخل آن به بیشترین حد ممکن کاهش یابد.
در نظر گرفتن این ملاحظات برای تولید بطریهای با عملکرد بالا، مانند بطری نوشیدنیهای کربناتی گازدار (CSD) بیشتر از بطریهایی که برای سایر کاربردها استفاده میشود، ضروری است.
توزیع مناسب ضخامت دیواره ضروری است و برای رسیدن به این هدف دمای آون میبایستی بهینه شود.
تنظیم درجه حرارت پریفرم
تنظیم دمای پریفرم در دستگاههای دومرحلهای و تکمرحلهای بسیار متفاوت است.
در دستگاههای دومرحلهای دمای پریفرم توسط تنظیمات لامپها، سرعت فن و همچنین زمان ماندن پریفرم داخل آون تعیین میشود.
زمانی که شما میخواهید دمای کلی پریفرم را بدون عوضکردن شیب دمایی تغییر دهید، باید به خاطر داشتهباشید که یک تغییر 2درصدی از 30 درصد دمادهی با یک تغییر 2درصدی از 90 درصد دمادهی متفاوت است.
فرض کنید دمای لامپهای شما مشابه زیر است:
لامپ 1 88% لامپ 5 40%
لامپ 2 73% لامپ 6 42%
لامپ 3 53% لامپ 7 35%
لامپ 4 45% لامپ 8 58%
اگر میخواهید حرارت را بدون تغییر شیب دمایی افزایش دهید، باید همان درصد افزایش را برای تمام مناطق اعمال کنید. یک افزایش 5درصدی دمای کلی به معنای افزایش حدود 2درصدی لامپ 7 و افزایش بالای 4درصد برای لامپ 1 خواهد بود.
شما می توانید مقدار درصد افزایش برای هر لامپ را از ضرب عدد درصد لامپ مورد نظر در مقدار درصد افزایش کلی بهدست آورید.
برای مثال افزایش 5 درصدی لامپ 7 در مثال بالا اینگونه محاسبه میشود:
یعنی حدود 2 درصد افزایش 2≈75/1=0.05*35
یا برای لامپ 1:
یعنی بالای 4درصد افزایش 4≈44/4=0.05*88
شما مجبور نیستید که این ارقام را به طور دقیق اعمال کنید. در مثال بالا میتوان دمای لامپهای 4،5،6 و 7 را 2درصد و دمای لامپ 3و 8 را 3درصد و دمای لامپ 1 و 2 را 4درصد افزایش داد. در این شرایط شیب دمایی را حفظ نموده و در عین حال دمای پریفرم را نیز افزایش دادهاید.
در دستگاههای تکمرحلهای دمای پریفرم توسط عوامل زیر کنترل میشود:
دمای سیلندر، هاترانر و نازل (Barrel, hot runner and nozzle Temperature)
سرعت تزریق
زمان نگهدارنده (Hold Time)و به میزان کمتر فشار نگهدارنده
زمان خنککاری (Coooling Time)
زمان و دمای تهویه (درصورتی که وجود دارد)
افزایش زمان نگهداری و زمان خنککاری، سیکل تولید را افزایش میدهد و در نتیجه قیمت تمامشده افزایش مییابد. بنابرین اگر دمای سیلندر و هاترانر بالای 275 درجه باشند ابتدا باید این دماها کنترل شوند.
سرعت تزریق، شیب دمایی پریفرم را تغییر میدهد. کاهش سرعت تزریق زمان بیشتری برای خنکشدن به مواد خواهد داد، که معمولاً ایده خوبی نیست، مگر آنکه واقعاً نیاز باشد. بنابراین به جای آن معمولاً از زمان نگهدارنده و زمان خنککاری استفاده میشود.
تهویه برای خنککردن نواحی خاص مناسبتر است ( تا برای خنککردن کل پریفرم)، به همین دلیل تنها برای مقاصد ویژه در دسترس است.
یافتن ارتباط بین دمای پریفرم و ضخامت دیواره
در دستگاههای دومرحلهای این رابطه از طریق نشانهگذاری مکان لامپها روی پریفرم تعیین میشود. از آنجایی که در اکثر آونها ارتفاع قابل تنظیم است، مطمئناً ابتدا میبایستی ارتفاع تنظیم شود.
بهتر است که نشانهگذاری پریفرم با خراش دادن انجام شود، زیرا جوهر رنگی ماژیک، جذب گرما را تغییر میدهد. برای متمایز کردن بطری در مرحله دمش میتوانید قسمت نک را با ماژیک نشانهگذاری کنید. در ماشینهای با سرعت بالا، پیداکردن بطری نشانهگذاری شده بعد از خروج از دستگاه، تقریباً غیرممکن است. اما میتوانید زمانی که بطری ها برای قرارگیری در پالت مرتب می شوند، بطری مورد نظر را پیدا کنید. (مانند شکل)

گاهی اوقات به کمک این روش و با دیدن اولین خط نشانه روی بطری میتوانید بررسی کنید که آیا آون در ارتفاع مناسبی قرار گرفته است یا خیر.
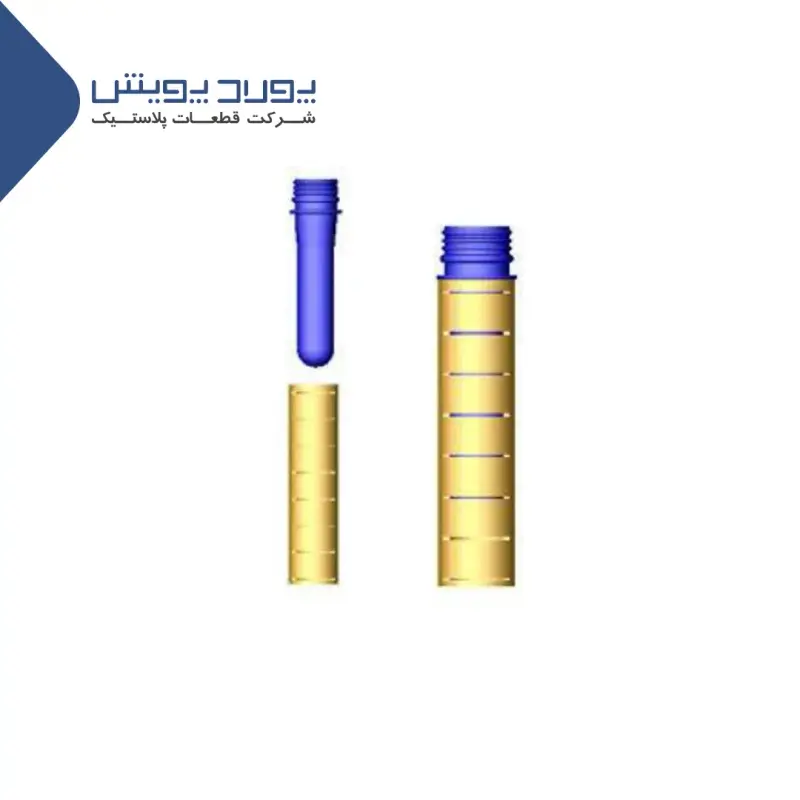
اگر بتوان از لوله ای مانند شکل استفاده کرد، نشانهگذاری پریفرم بسیار سادهترخواهد بود.
البته قبل از آن میبایستی مطمئن شوید که ارتفاع آون مناسب است. بعد ازینکه تغییرات مورد نظر را در دمای خروجی لامپها اعمال کردید، میبایستی محل قرار گرفتن لامپها را نیز بازبینی کنید. زیرا در صورتی که موقعین آنها عوض شود روی شیب دمایی تاثیر خواهد گذاشت.
در این قسمت روش نشانهگذاری به تفصیل شرح داده می شود:
یک پریفرم سرد را روی مرغک (Mandrel) داخل آون قرار دهید، فاصله بین سطح پایین رینگ حمایتی نک (Neck Support Ring NSR) پریفرم با مرکز هر لامپ را ندازهگیری بگیرید. موقعیت لامپ با پریفرم را بعد از اندازهگیری فاصله مورد نظر با یک خطکش استیل به وسیله خراشیدن سطح آن، مشخص کنید. از قلمهای مارکر (نشانهگذاری) برای علامتگذاری استفاده نکنید به این دلیل که رنگ، خواص حرارتی پت را تغییر میدهد.
برای سادگی کار میتوان از لولههای مخصوص استفاده کرد. قطر داخلی این لوله به اندازهای بزرگ است که پریفرم را در خود جای میدهد، اما در عین حال کوچکتر از رینگ حمایتی نک (NSR) است و زمانی که پریفرم داخل آن قرار میگیرد، از آن خارج نمی شود. فاصله بین شیارها از روی فاصله بین لامپها تعیین میشود. با خراشیدن سطح پریفرم از بین شیارهای امتداد لوله، که در مسیر لامپها ایجاد شدهاند، پریفرم نشانهگذاری می شود. این نشانهها ممکن است به سختی در پریفرم قابل مشاهده باشند، اما زمانی که این پریفرم باد میشود، نشانهها در بطری قابل تشخیص خواهند بود. نک پریفرم خراشدار را سیاه کنید تا بعد از بادکردن به راحتی قابل تشخیص باشد. اکنون پریفرم نشانهگذاری شده را باد کنید و بطری حاصله را بررسی نمایید. زمانی که بطری در مقابل منبع نور قرار بگیرد، خراشها کاملاً نمایان میگردد. اکنون خراشهای روی بطری را با یک قلم مارکر، مشخص کنید. پیشنهاد میشود که بطری را از طول بریده و ضخامت دیواره را نیز اندازهگیری نمایید.
اگر وسیلهای برای اندازهگیری ضخامت حفرههای توخالی داشته باشید، میتوانید برش زدن را حذف کنید.
بعد از آنکه اطلاعات مربوطه به توزیع ضخامت دیواره جمعآوری و مکانهای لامپ مشخص شد، تنظیمات لامپ در صورت نیاز میتواند تغییر کند. مناطق ضخیمتر به حرارت بیشتری نیاز دارند و برعکس.
همیشه به خاطر داشته باشید که در فرایند بادکردن هر قسمت از پریفرم، قسمتهای دیگر را تحت تاثیر قرار میدهد.
پایه، یک عملکرد ویژه در این فرایند دارد، به این دلیل که میله کشش روی پایه پریفرم قرار گرفته و شروع به هل دادن آن میکند. دما، ضخامت دیواره و یکپارچگی ساختاری پایه (به عنوان مثال شکل پایه) همه باهم تعیین کننده میزان کشیدگی پایه میباشد. (قبل از آنکه سایر قسمتهای پریفرم کشیده شوند.)
در دستگاههای تکمرحلهای دانستن اینکه نهایتاً کدام قسمت پریفرم در کدام قسمت بطری قرار میگیرد کمی پیچیدهتر است. روش دیگری در این مورد راهگشا خواهد بود، به این طریق که با توجه به هندسه بطری آن را به تعداد قطعاتی که نیاز است، برش بزنید و سپس آنها را وزن کنید. سپش شروع به برش زدن پریفرم نمایید تا به وزنهای مشابه برسید. اکنون ممکن است بتوانید ببینید که چطور هندسه پریفرم و بطری با هم در ارتباط اند. این روش ممکن است تلاشهای زیادی را بطلبد، اما در بهینه کردن سمبه تهویه (Conditioning Core) موثر است.








.webp)
.webp)