-
 What is preform? How is a PET bottle produced?
What is preform? How is a PET bottle produced? -
 What is preform? How is a PET bottle produced?
What is preform? How is a PET bottle produced? -
 What is preform? How is a PET bottle produced?
What is preform? How is a PET bottle produced?
Updated at
2023-08-13 12:11:52

What is preform? How is a PET bottle produced?
Today, the production of plastic bottles is widely used due to its resistance to breakage, low weight and cheapness compared to other packaging materials such as glass and metal. Polyethylene terephthalate (PET) is one of these plastics.
PET is abbreviation of Poly Ethylene Terephthalate, a compound that is chemically considered part of the polyester family. Polyesters were developed in the 1930s for using as synthetic fibers for the first time.
Many of them, including PET, are still used to produce fibers. Then PET was used in packaging films and in 1970, the bottle production process was developed.
The special physical and chemical properties of PET such as high mechanical strength, transparency, light weight, its safety in terms of toxicity and its relative impermeability to gases, no effect on taste and stability against heat have caused this polymer to be used in making bottles and Food packaging films.
The method of shaping plastics is diverse and varies according to the type of polymer and its application.
Today, plastics such as polyvinyl chloride (PVC), polyethylene (PE), polypropylene (PP), polycarbonate (PC) and polyethylene terephthalate (PET) are used to make bottles.
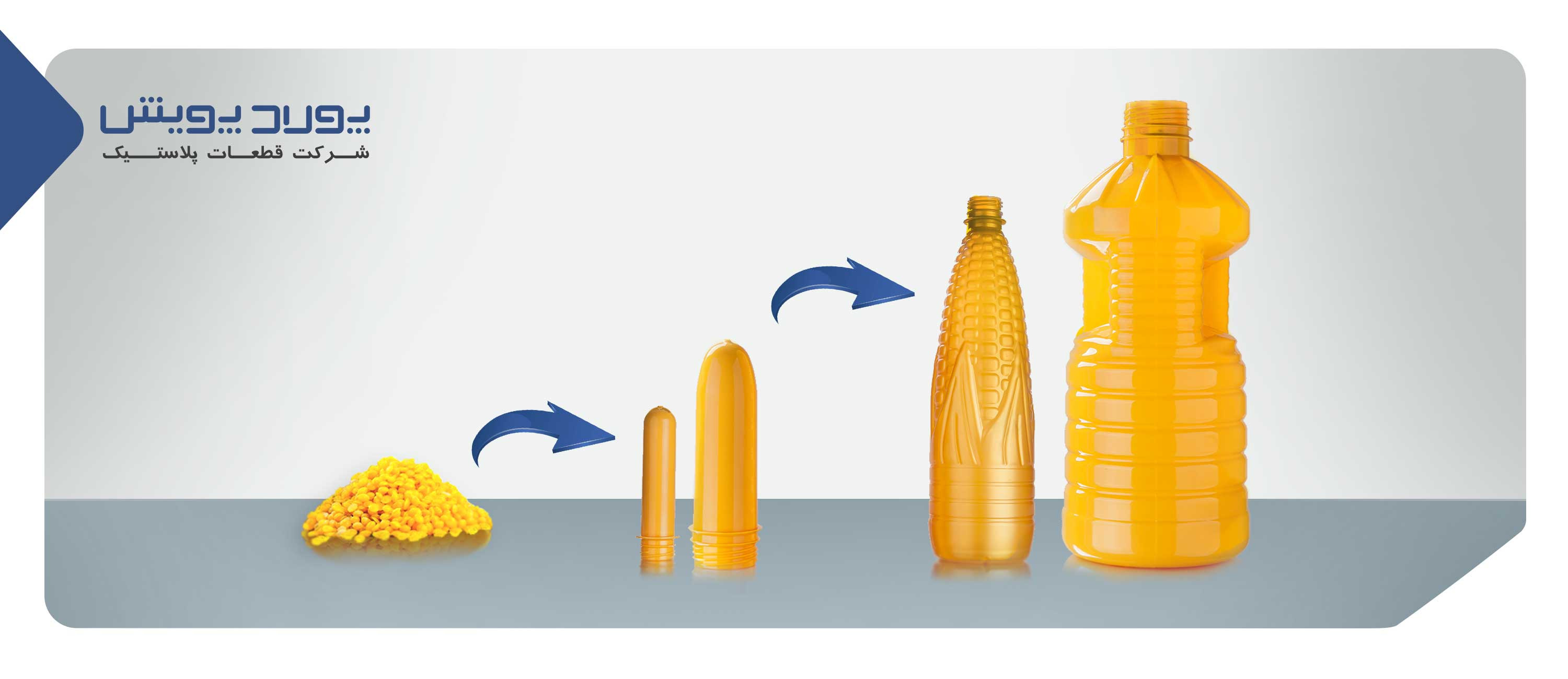
The production of the bottle from the four mentioned plastics is done by the process of melt extrusion and blowing the polymer in the mold. (Actually, there is no need to produce preform) but since PET does not have the necessary strength in the molten state, the PET bottle production process includes two stages:
First step: the amorphous PET preform is produced by injecting crystalline molten PET into the mold.
The second stage: the produced preforms are molded and blown.
The process of producing bottles from PET materials is carried out in two ways: single stage and two stage:
In the single-step method, the preform and bottle production process is done in one machine, while in the two-step process, the preform (injection molding machine) and bottle production machines are different from each other, and the bottles are produced in separate processes:
The preforms produced in the injection process, before blowing, are heated again in the oven and transferred to the blowing mold.
Linear and rotary blow-pull machines have been developed for this purpose.
Stretch-blow molding is the most common method of preform bottle production. The most important advantage of this method is the ability to stretch the preform in both cross-sectional and axial directions. The simultaneous stretching of the polymer from two directions increases the tensile strength, barrier properties, impactability, transparency and strength of the container.
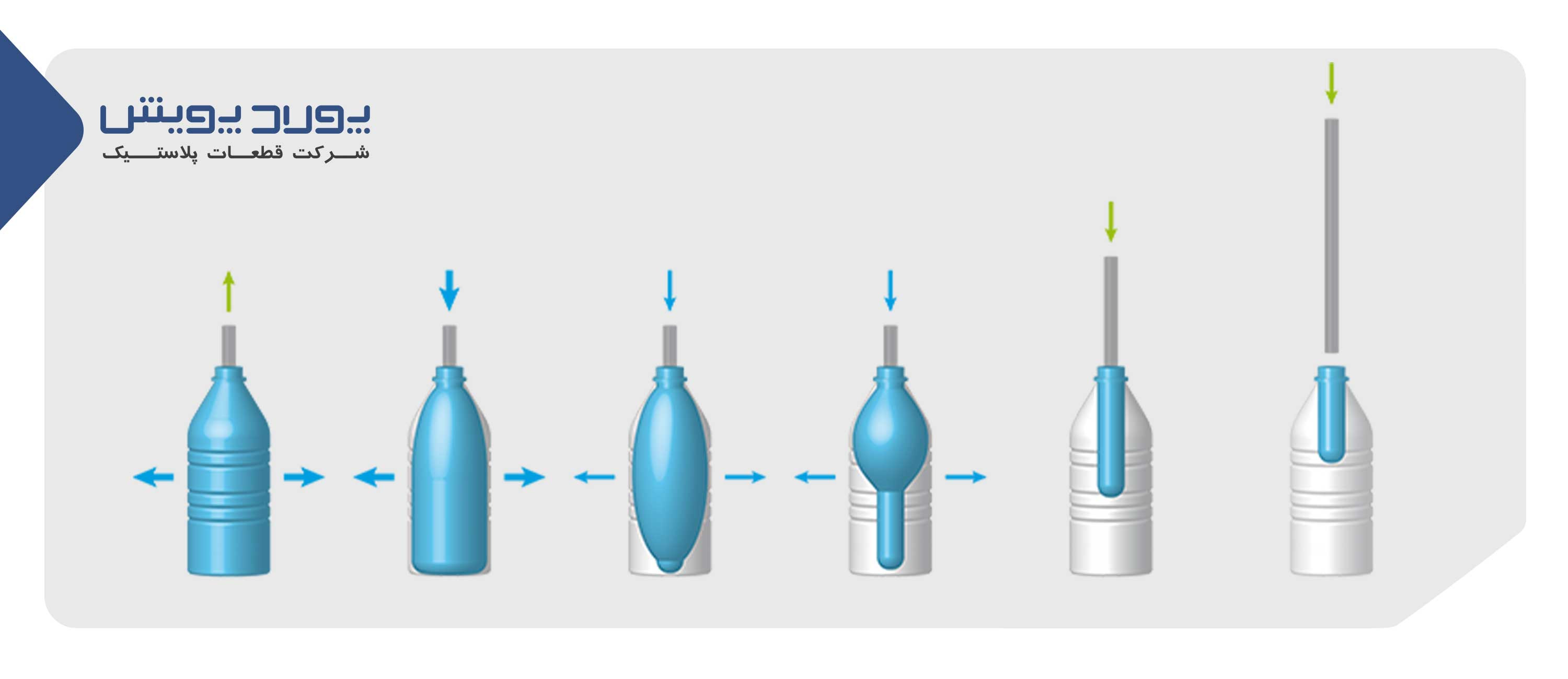
The formation of the bottle in the mold is done in three stages:
The first stage begins with the vertical stretching of the preform in the middle of a rod, then the stretched preform is inflated by blowing low pressure air (0.5 to 0.9 MPa) and the elongation also increases. In the last stage, the tension is stopped by the rod and the pressure increases up to 40 bar (MPa4). The first and second stages are low blow and the last stage are called blowing (of course, these three stages are not distinguished in the industry). To prevent the tension rod from hitting the preform, usually the second stage or is the same as the first stage of tension.
Changing the shape of the preform and shaping the bottle should be accompanied by maintaining the transparency of the bottle, the uniform distribution of thickness and its optimal mechanical performance (according to the specific characteristics of the liquid in which it is filled).
Despite the limitations in barrier properties and mechanical resistance, crystalline PET is widely used.
PET is generally produced by stepwise polymerization and from the reaction between pure terephthalic acid and mono Ethylene glycol. The final product of polymerization can be amorphous (transparent) or semi-crystalline (matte), and each product will have a specific application in the industry
According to the picture from right to left:
the preform is heated.
The preform is placed inside the mold and the mold is closed.
Stretching and then pre-blowing begins (stretching bar).
The mold is opened, the bottle is taken out.
.
Knowing and understanding the data, terms and definitions that express the characteristics of the PET polymer (provided by the polymer manufacturers) is useful in the correct selection of raw materials to control the process and improve the properties of the bottle.
Inherent Viscosity (IV):
Measuring the intrinsic viscosity of dilute solutions is one of the simplest and widely used methods for determining molecular weight. Inherent viscosity is obtained by plotting specific viscosity numbers versus concentration and extrapolating them to zero concentration. The viscosity number obtained at zero concentration is called intrinsic viscosity.
The intrinsic viscosity depends on the length of the polymer chain. Longer chains are more entangled with other chains, resulting in increased viscosity. The average length of the chains should be controlled during polymer deposition.
The chain length of the polymer determines its molecular weight and other physical properties. In general, the higher the molecular weight, the harder the polymer.
PET resin is classified into different grades based on intrinsic viscosity (average polymer chain length with molecular weight) and has different applications in the industry, the choice of IV is based on the type of application.
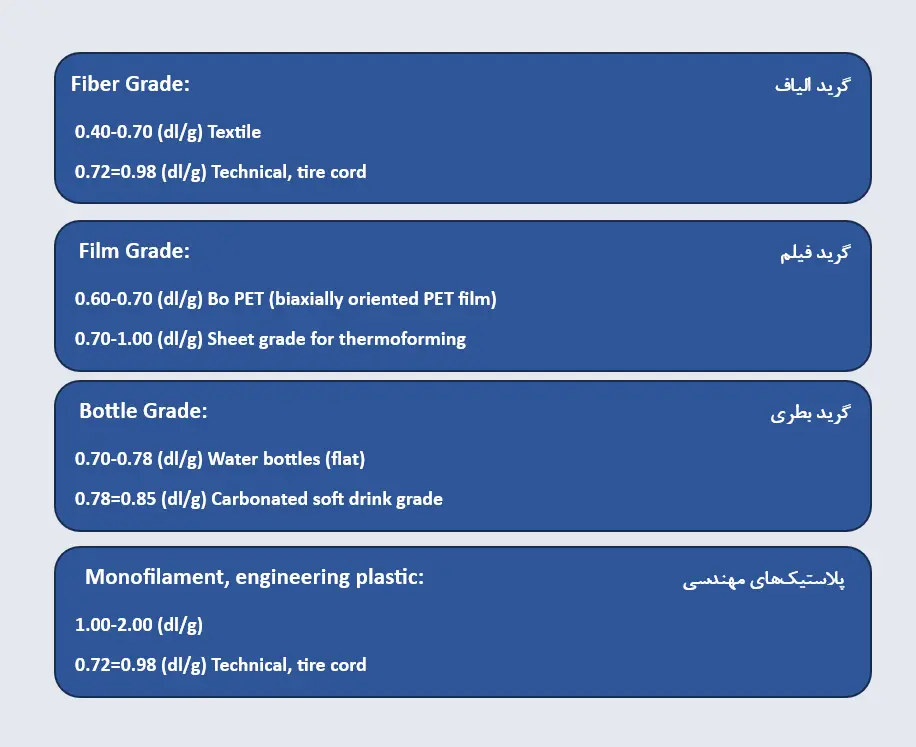
Bottle grade PET has a molecular weight between 24,000 and 36,000 g/mol, indicating an IV of between 0.75 and 1 dL/g.
Melt viscosity affects the behavior of PET in the production process and the properties of the final product. The lower the intrinsic viscosity, the lower the temperature needed to melt the resin, so the process is performed at a lower temperature. Also, as the IV decreases, the heating temperature of the preform in the blow molding machine oven also decreases, if the IV of the preform is too low, it will be almost impossible to produce a high quality bottle. In cases where high mechanical properties are required, the use of PET with a higher IV is recommended.
Diethylene glycol (DEG):
In some fiber grade resins, up to 2.5% is added to the resin to increase the dyeability of fibers, but in other grades, it should be kept to a minimum because it reduces the melting point and thermal stability of the polymer.
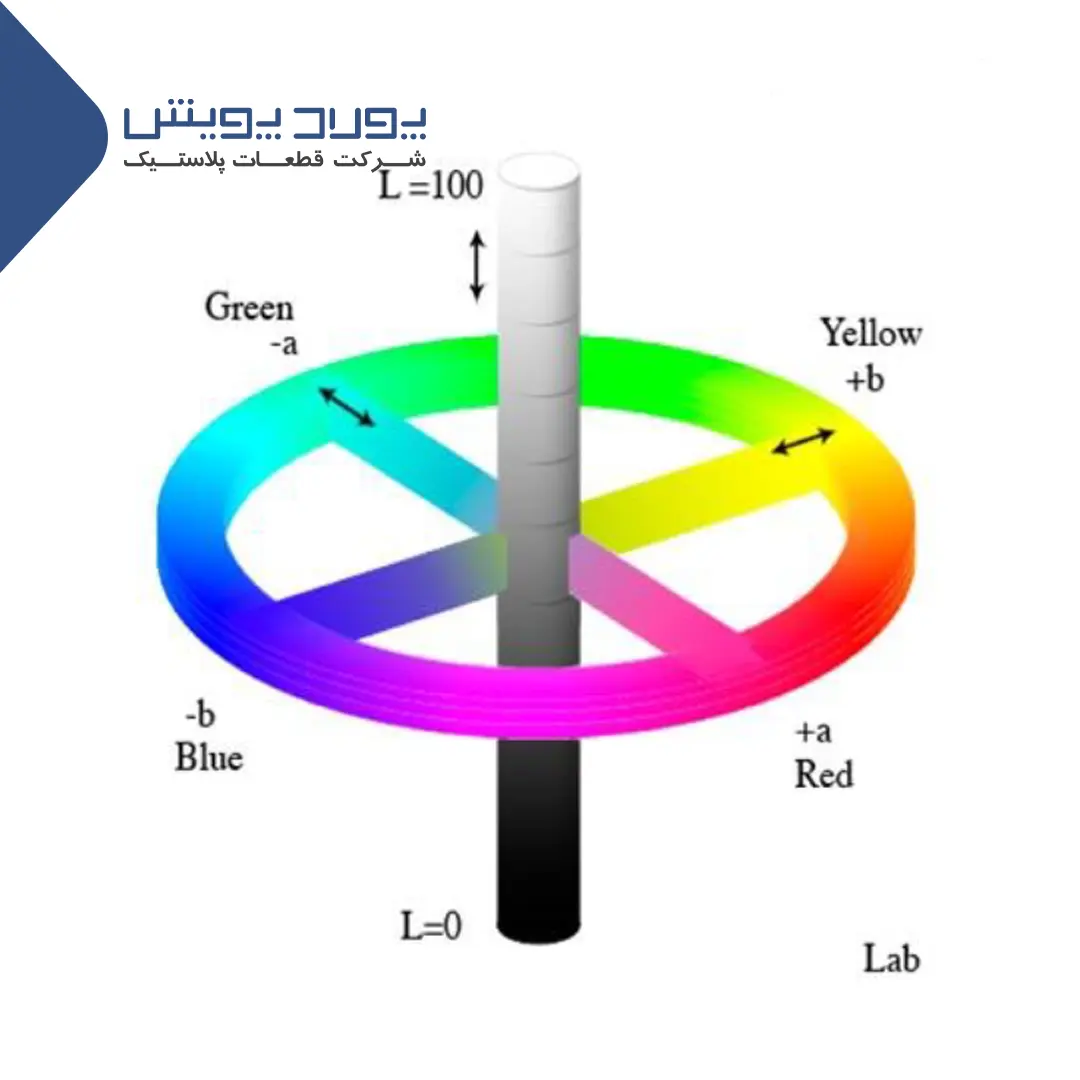
Color:
Usually, three components are used to define this feature.
One of the components is related to the degree of darkness or brightness (L between zero and 100) and the other two components are related to color (a,b). For example, b is a combination of yellow and blue: positive values of b tend towards yellow and negative values of b tend towards blue.
The figure below shows these three dimensions of color measurement. High values of L and low values of b are favorable for PET.
Carboxyl terminal node:
Carboxyl groups can catalyze hydrolysis reactions at temperatures above the glass transition temperature (Tg). Therefore, to maintain the stability of the polymer against hydrolysis reactions, the terminal carboxyl group must be at its lowest level.
Moisture percentage:
Polyethylene terephthalate is a moisture absorbent polymer. The moisture content in PET resin should be less than 0.3%.
The moisture content of the resin before injection should be as low as possible (less than 50 ppm) because moisture will have destructive effects such as reducing IV, increasing thermo-chemical reactions and changing the color of the product. Therefore, humidity control is very important in preform production.
PET preforms (resulting from injection molding) also immediately begin to absorb moisture, and within a few days, the amount of absorbed moisture can have a significant effect on changing the maximum amount of natural stretch. Decreasing the temperature of blow molding will help to reduce the amount of natural stretching caused by humidity. But if the preform absorbs a lot of water due to prolonged exposure to high humidity, it is impossible to produce a high-quality bottle from it.
Another feature of PET resin is that the resin is free from foreign particles and dust in the production of high transparency products. The amount of pollen (caused by the abrasion of PET grains during the production process) in the resin should be very low and at most 100 ppm because the IV of these particles is higher than coarse particles, so it will cause problems in the injection process and preform production.
Residual acetaldehyde:
Acetaldehyde (AA) is a volatile product with a characteristic fruit smell that is created by the thermal degradation of PET and is actually the result of thermochemical reactions. Temperature and humidity are parameters that affect the formation of this substance.
Acetaldehyde control is important for bottling grade resin because it can change the taste of bottled beverages, especially mineral water. This compound is present in a small amount in PET resin and can also be produced during the processing of PET to preform due to destructive reactions and a smaller amount due to oxidation. The acetaldehyde produced is trapped in the glass matrix of the preform or bottle and is released gradually and over a long period of time due to evaporation. The amount of this compound in PET resin should be below 1 ppm.